








加气砖-加气砖设备价格-方盛机械
泰安方盛机械设备有限公司
经营模式:生产加工
地址:山东省泰安市邱家店镇徐家庄村
主营:打包生产线,抱砖机,加气打包线
业务热线:0538-8866882
产品详情 联系方式
产品品牌:方盛机械
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
加气块设备生产流程一般为为:各种原料贮备仓→计量配料→原料加水混合搅拌→模具准备→浇注→发气静停→脱模→翻转、水平切割、垂直切割→编组入釜→高温高压养护→成品出釜→检验成品→包装→码垛贮存→出厂。水热处理是加气块设备生产中的主要工序之一,由它决定加气块的质量。加气块设备的水热处理通常是将材料置于饱和水蒸气压力为11~13大气压了,相应温度为180~193℃的环境中硬化。这个过程是在高压釜中进行的。一般称为蒸压处理。在有些地方也有将材料置于饱和水蒸气压力为一个大气压,相应温度为95~100℃的环境中进行,通称为蒸养出理。加气块的蒸压处理对于保证核材料应有的性能,如强度,抗冻性。耐久性(抗裂、防止碳化作用等),并对消除所谓材料的化学收缩是比不可少的





加气砖设备给社会经济带去了深远的意义。加气砖设备可以充分使用废料和本地本钱,即改善状况,变废为宝,又可见机行事展开新品种建筑材料。出产、节能降耗、保温抗寒。加气砖采用机械出产,劳动强度小,出产。通俗的加气砖厂,其劳动出产率约为800/m3人·年提高工厂可以抵达1000/m3人·年。所以比传统建筑材料出产的多。
由于加气砖具有质轻,建筑功用好等特点,在建筑各个范围均可运用,完成建筑业的技艺改造,促进建筑工业化。它的重量不到钢筋混凝土1/5,自身重量不只增添材料的耗用量,降低建筑制造价,还有利于建筑的抗震。其余加气砖自重非常小,和钢筋混凝土比较。加气砖设备的导热系数小,因而保温功用非常好。这种新型的加气砖设备以其优异的质量和优胜的功用适应了用户的需求,以它提高长辈的出产设备创造了更高的出产价值,给社会,经济和状况都带来了很大的影响。
工艺过程简述
①、干粉煤灰入仓存储。
②、石灰、石膏进厂后经过破碎、球磨,本工段工作制度为间歇式生产,原料进厂后,连续破碎成粒度≤25mm的颗粒,由斗式提升机经三通溜子分别送入仓内存放待用。石灰、石膏粒分别经各自调速皮带秤按一定比例给料,通过各自下料溜子进入球磨机内进行混合磨细,当混合料细度达到3500-4000cm²/g后,经斗提送入胶结仓中储存待用。
③、经过计量后的灰浆、胶结料、水泥按配比顺序加入浇注搅拌机内开始混合搅拌,搅拌时根据工艺要求向搅拌机内通入一定量蒸汽,使搅拌机内的料浆温度达到40-45℃左右,搅拌时间约3-4min,打开lv粉膏搅拌机下阀,使之流入浇注搅拌机内并混合搅拌,搅拌时间不超过40s,然后将料浆浇注入模具,整个周期大约6min。
④、浇注完毕后进行的气泡梳理,再将模具转移至静养区内发气初凝,静养室温度约40-45℃,静停120-150min,达到切割强度后,拉出静养室。
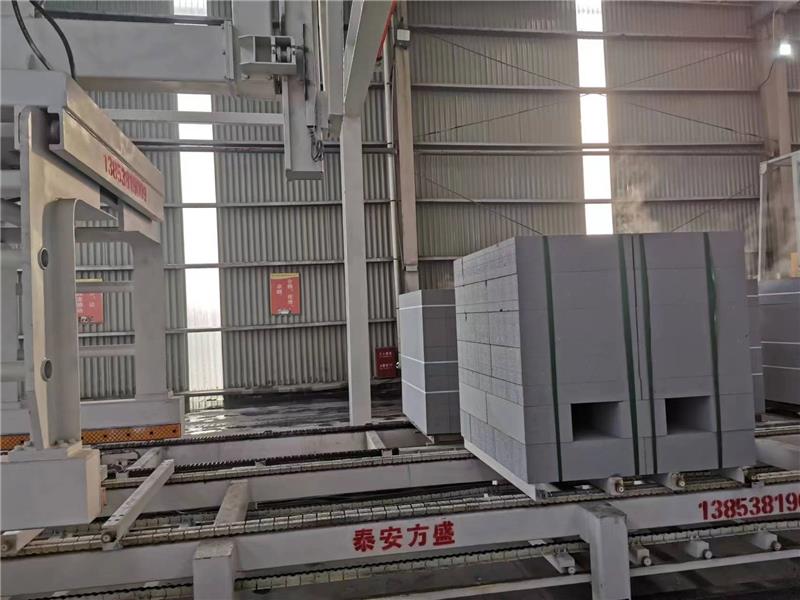
⑤、静停达到切割要求后模具转移至切割区,由翻转机构拆卸分离模具并将坯体翻转90度放置在小车上。小车装置运送坯体经过纵切、横切等工序实现坯体六面切割达到设定规格(长±1mm、宽±1mm、高±1mm)。切割工序完成后,由去废皮装置将坯体连同侧板翻转-90度,去皮装置由上而下运动,将废料刮去,翻转液压系统启动翻回初始位置,半成品吊具将坯体连同侧板吊至釜前蒸养小车上。
⑥、坯体经小车运输至蒸压釜进行高温、高压蒸压。蒸压釜内的尾气经管道送至静养室或者回收到锅炉房预热水。
⑦、蒸养完成后的坯体分垛摆放,分离的模具体由小车运输至合模区清洗合模后循环使用。
⑧、生产过程中产生的废水、废料回收后经废料搅拌机制成废料浆。废料浆储存后 可以与原料配合二次使用。

下一条:加气砖-方盛机械-加气砖设备厂家
黄经理先生
手机:13853819009



